
R & D
行业论文
联系方式 | CONTACT
电话:022-26998131 13821153686
传真:022-26997888
邮箱:YUZHEN.HAN@TJKMACHINERY.COM
手机:13821153686 韩总监
冷轧带肋钢筋焊接网生产工艺流程简介
冷轧带肋钢筋焊接网生产工艺流程如下:
原料线材→ 轧机冷轧 →矫切机调直、切断→ 焊网机焊接成型→平面钢筋焊接网→弯网机折弯→成品钢筋焊接网
一、冷轧工艺流程
生产冷轧带肋钢筋是生产冷轧带肋钢筋焊接网的关键工序,目前,国内生产冷轧带肋钢筋主要是采用被动辊经冷轧减径后在其表面冷轧成三面月牙形横肋的钢筋,少部分是采用主动辊冷轧成具有二面月牙形横肋的钢筋。
下面介绍种工艺,其基本工艺流程如下:
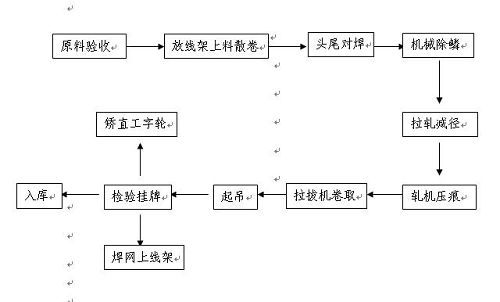
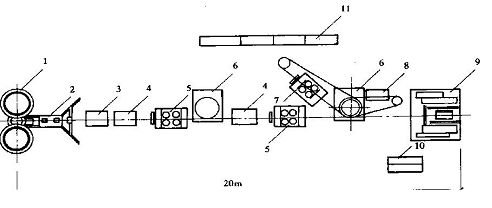
冷轧带肋钢筋生产设备现场布置示意图:
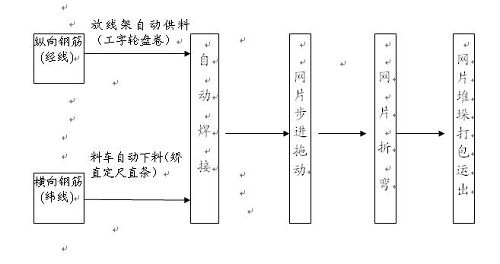
二、冷轧带肋钢筋焊接网生产工艺流程
冷轧带肋钢筋焊接网是纵向钢筋和横向钢筋分别以一定间距排列且互成直角,全部交叉点均焊接在一起的网片。即采用低电压(焊接电压≈7V)、大电流(≈14KA)、自动控制(计算机控制)、接触时间很短(≤5秒)的高温(焊点中心达1300℃左右、表面达800℃左右)电阻熔焊而成。
其基本工艺流程如下:
选择建科机械,使您的钢筋加工工程变得简单 http://www.tjk-group.com
